Sustainability - Product Responsibility
“Illuminating a more affluent tomorrow”
“For customer peace of mind and satisfaction”
Aspiring to continue meeting the expectations of our customers and society, and to provide high-quality products and services by valuing the spirit of craftsmanship (Monozukuri), we will help our customers solve issues by strengthening quality control and stepping up activities to eliminate defects.
Under Medium-term Management Plan 2027, we will promote initiatives to improve quality with the quantitative target of reducing the number of defects and the cost of rectifying defects by 30% versus 2024 results over three years, and contribute to increased profits by increasing customer satisfaction and reducing unnecessary costs.
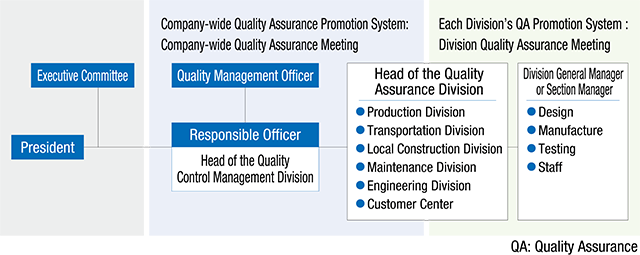
Under the direction of the President—our chief executive officer—and the Executive Committee, the head of the Quality Control Management Unit (Managing Executive Officer, Masami Ogawa) oversees quality management for the whole Meiden Group. The quality assurance (QA) promotion system comprises the General Manager of the Quality Control Management Division, and members including the quality assurance managers of each business unit. We engage in activities such as sharing quality information and roll-out of policies to other business units at Company-Wide QA Promotion Meeting and each business unit’s QA Promotion Meeting, etc.
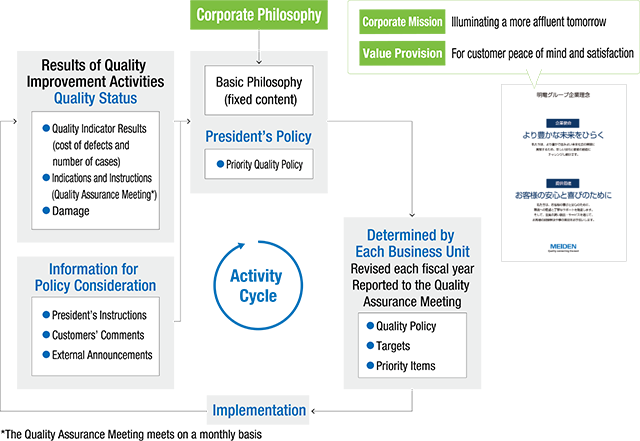
The Meiden Group conducts initiatives in each business unit for quality assurance and quality improvement according to the President’s Quality Management Policy. We comply with relevant laws, we have created quality management systems based on ISO9001 not only for production divisions, but for each business unit including sales divisions, technical divisions and for each Group company, with a focus on manufacturing companies, and we are implementing quality assurance measures.
In order to maintain and improve said systems, we conduct ISO9001 internal auditor education for all Group companies in order to improve the skills of internal auditors.
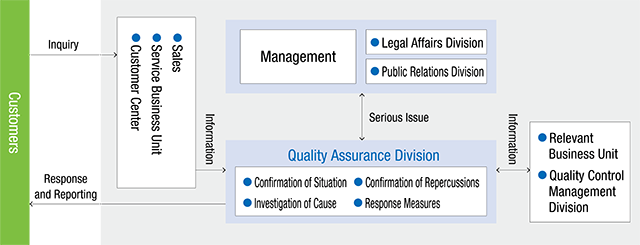
Furthermore, if there is a quality issue that is likely to have a severe effect on society, such as a blackout, a stoppage of water supply, or a recall, we handle the matter in accordance with stringent rules to ensure swift and appropriate action through reporting to management and sharing information with specialist divisions, relevant divisions, and relevant business units, etc.
Each fiscal year, each business unit drafts a priority quality policy for their own business unit, promotes activities such as CS activities and defect elimination activities based on the President’s Quality Management Policy and the directions of the top management, etc., with the aim of increasing customer satisfaction.
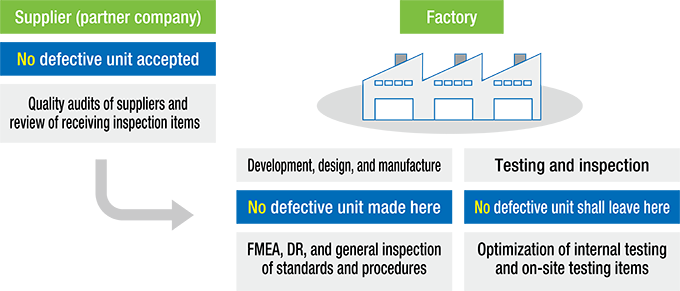
To improve quality, the Meiden Group determines what points to control and carries out its activities under our policy of not making defective goods nor allowing them to come in or go out.
Reduce defects caused by insufficient consideration: Use FMEA and DR to better identify and counteract risks, thereby preventing defects caused by insufficient consideration.
Reduce defects caused by inattention: Reconsider QR maps, procedures, and standards and ensure that workers understand them, thereby preventing human error.
Analyze any defects that occur in our processes (internal defects) and ensure that corrective measures are taken, thereby preventing defects from getting out to subsequent processes.
Clearly specify which tests and process should be conducted internally and which should be conducted on-site, and make sure they are conducted accordingly.
In particular, under Medium-term Management Plan 2027, we analyzed the results of Medium-term Management Plan 2024, and identified Meidensha’s weaknesses. We are overcoming our weaknesses and promoting improvement of quality management by conducting the following activities at all companies.
The quality of outsourced and purchased products varies widely according to the technological level of suppliers. We believe it is important to understand the technological level of suppliers and to provide instruction for improvement. To that end, we conduct quality audits and instruction of suppliers, which leads to a reduction in defects of outsourced and purchased products.
In addition to improvement at the supplier management level, we conduct inspections of outsourced and purchased products in the course of receiving inspections, and prevent flow of defective products into internal processes. We promote optimization of inspections by comparing receiving inspection items of each business unit for each type of product and conducting an overall evaluation.
Using design FMEA, we conduct DR that clarify new points, changes, usage conditions, etc. For mass produced products, we prevent process faults by focusing on changes in the process FMEA, which leads to a reduction in defects. A risk map is used to assess the level of risk and create a mechanism for efficiently identifying risks by clearly stipulating the level of DR.
We clearly state the levels of DR to be conducted by determining the level of risk using the risk map. For DRs that are deemed to be especially important, we operate a “key person system” wherein experts in each product field are nominated and asked to participate in the DR. Through DR by experts, we create an environment where extensive content is considered and risks can be identified, which results in high-quality DR. In order to facilitate nominating and requesting the participation of experts in DR throughout the organization, a list of registered key persons is made available throughout the company.
Furthermore, we have created and we implement and strictly manage a system of notifying managers and administrators of remaining items so that processes do not proceed without resolving matters that have been identified and matters that require consideration, etc., through DR by the deadline that has been set, in order to reduce the risk of defects arising from unresolved matters.
We have created and operate a system to convert information about defects that have arisen into easily applicable knowledge and to facilitate the accumulation and application of this knowledge. We then apply this knowledge to subsequent development and design to ensure that similar defects do not arise in the future.
We manage management items and methods in each process through a Quality Control Process Chart (QC Process Chart) that we call the QR Map. By applying this QR map, we are able to ensure that all tasks are completed and that everyone completes tasks at the same level, which enables us to reduce the risk of defects arising due to the variations among personnel. This QR map is linked to standards and procedures to promote tasks in each process. We limit recurrence of past defects and occurrence of similar defects by conducting an overall examination and revision of these standards and procedures to ensure that their content relates to prevention of recurrence of defects or occurrence of similar defects. Furthermore, we encourage filling in the Quality Control Process Chart (QC Process Chart) so that the implementation status can be confirmed by third parties.
We must not allow any defects to leave the Company. In order to achieve this, it is important to conduct thorough testing. There are many products for which it is not possible to conduct all tests in-house. Therefore, we clearly differentiate tests that should be conducted in-house and tests that should be conducted on-site, and make sure we conduct them accordingly.
At the Materials & Semiconductor Device Analysis Center, we promote activities to improve product quality and prevent defects through analysis and reliability evaluation of semiconductor devices and materials that are used in our products, adopting “improving product quality,” “creating new products,” and “consideration for the environment” as our basic policies.
If new parts and components such as semiconductor devices are used, they do not only undergo evaluation of variation in electrical characteristics and failure analysis, but (1) they undergo non-destructive inspection, (2) they are removed from packaging and further examined, and (3) the internal structure is examined by taking cross-sections etc., to evaluate whether they comply with internal standards. We also actively work to achieve long-term reliability and have a system of checking the potential effects of a range of stresses such as heat and humidity.
Also, we acquired laboratory accreditation (ISO/IEC 17025) for RoHS restricted substances in response to the tendency to revise RoHS directives for environmental regulations, in order to provide products for customers to use.

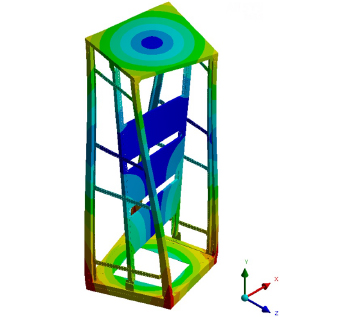
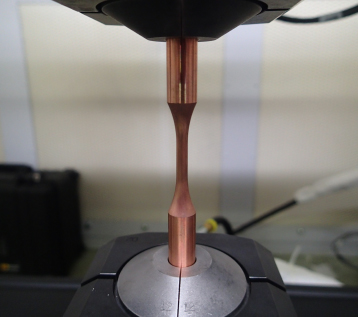
At the Analysis Center, we conduct research and development relating to fracture mechanics and improving precision in structural analysis in order to achieve both product competitiveness and product quality through limit state design. If product components are made as small and light as possible, strength can be an issue where it was not in the past. We are therefore improving the precision of structural analysis by conducting finite element analysis and assessment tests on each individual component and the product as a whole. We have also introduced high-speed fatigue testing equipment to obtain more complete strength data for materials such as copper, which is used in heavy electrical products.
For example, with seismic tolerant designs for the switchboards in electrical equipment, we achieve reliable products by introducing vibration analysis in the initial design stage and conducting detailed evaluations of models equivalent to actual machines once design is complete. Furthermore, we plan product life by evaluating the structural analysis results of rotators with material strength data.
·For mass-produced EV products, we are working to thoroughly manage quality in the following ways.
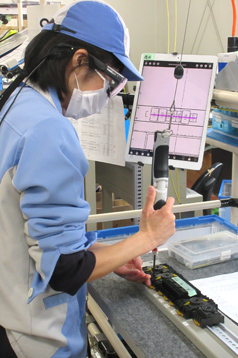
Due to the impact of the COVID-19 pandemic, it has become difficult to conduct pre-shipping product inspections by customers visiting our factories, as before, so we started remote pre-shipping inspections. At these remote pre-shipping inspections, by connecting the inspection factory via PC screen, customers at a remote location can check the status of the inspection by viewing three screens: an image of the entire inspection site, an image of the inspector's hands taken up, and an image of the inspection certificate. Customers can talk to on-site inspectors through an internet meeting system using a microphone and a camera.
In addition, we established the Meiden Standard System to conduct remote pre-shipment inspections and rolled out ideas and initiatives to meet the new needs of customers, such as by automatically inputting inspection results in the inspection certificate in real time, by transmitting measurement data from measurement devices such as products’ external dimensions and coating thickness, etc. Going forward, we will continue to promote expansion of products and factories, while achieving overall improvement by managing and rectifying issues and carrying out remote pre-shipment inspections.


We have developed and introduced surface coating image inspection equipment to quantitatively investigate the quality of coated surfaces. We are able to prevent variation in quality checks by replacing external visual inspection of metal sheets used for switchboards, etc., with image analysis that quantifies color irregularities and roughness. For the inspection, the inspector takes a photograph of the coated surface of the metal sheet using a microscope that incorporates a CCD camera and an LED light. We are able to check the accuracy of the data by loading the photograph data into a PC, quantitatively measuring the exterior of the coated surface, and acquiring the image data in real time. In the past, half of the items that were deemed to be defective by pre-shipping inspection using switchboards and control panels only had a defective surface coating, and were able to be shipped after recoating or polishing. By introducing this equipment, we are able to reduce the cost of recoating and polishing because of defective surface coating by reducing the number of defects due to quality of coating to zero. Going forward, we aim to review conditions such as the amount of coating and time spent polishing and washing, optimize coating processes, reduce cost, and shorten time, using coating accumulated evaluation data.

For overseas subsidiaries, we have introduced a mother factory system in which the domestic production plant is in charge of starting up production and providing training guidance for overseas subsidiaries. We provide support and guidance for overseas subsidiaries through the mother factory, which excels in technology, development capabilities, quality control, etc., and is fully equipped with comprehensive management capabilities for plant operations. We work to increase the competitiveness of overseas subsidiaries and promote further globalization by actively providing support such as dispatching engineers and managers from Meidensha and providing the required technology.
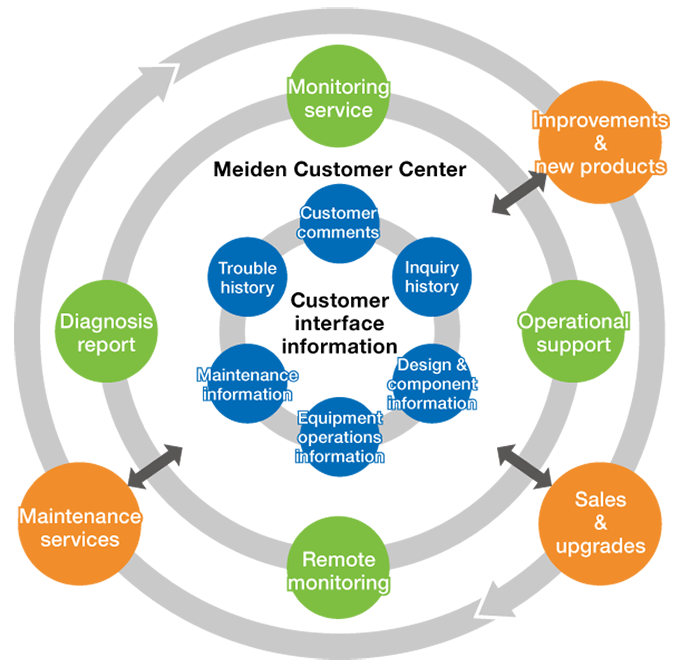
The Meiden Customer Center is the point of contact for inquiries and troubleshooting involving all Meiden Group products. It responds promptly to customer requests and works closely with sales and engineering departments, factories, and nationwide service centers. A minimum of two Meiden Customer Center operators are on duty 24 hours a day through the year to monitor customer facilities and support their stable and optimal operation.
We also analyze the customer comments that come into the Meiden Customer Center and apply the feedback to our craftsmanship and the services we offer to increase customer satisfaction.


Our remote monitoring service connects the Meiden Customer Center with Meiden Group products installed in infrastructure facilities and renewable energy power stations. The service monitors the operating status of customers’ facilities and, if an abnormality occurs, asks maintenance service personnel to address the situation or even makes the first response to the failure itself. In addition, equipment operating data is collected and monitored at fixed points and centrally managed in the Meiden Customer Center. This allows us to analyze trends in equipment abnormalities and issue periodic diagnostic reports.
The customer center analyzes and uses data such as equipment operating information, past trouble history, plant design information, and on-site maintenance information to develop suggestions for customers to help them do appropriate maintenance, lower life-cycle costs, and reduce greenhouse gas emissions.
In order to increase all employees’ awareness of quality and impart basic knowledge of quality management, we conduct education relating to quality management technology for all employees that are involved with manufacturing, even if they are not directly connected to the Production Business Unit. We conduct training that includes drills relating to the role of quality control, how to promote improvement (Kaizen), the seven tools for quality control, analysis based on the five whys, and supplier engagement education, etc., for each level of employee such as new employees and technicians.
We are in the process of rolling out the curriculum for Japanese and overseas subsidiaries.



At the technology center adjacent to Numazu Works, we conduct training programs for workmanship and technical skills maintenance engineers. We raise engineers who contribute to the stable, safe, and efficient operation of customers’ equipment through practical training using real equipment.
Instructors are veteran engineers with extensive real-world experience and the curriculum is formulated to allow participants to touch and experience actual equipment, such as extra high-voltage and high-voltage receiving substation equipment, generators, rotating machinery, power converter equipment, computers, and more. We provide annual maintenance training for customers to whom Meidensha’s products have been supplied. Participants deepen their understanding of the machinery’s internal composition through cross-sectional models of products, and gain experience by actually operating disconnecting switches and circuit breakers, testing protective relays, using generators and inverters, etc.
Additionally, at Manabi-ya, the technical training center established adjacent to our technology, we have constructed an educational system utilizing VR (virtual reality) and AR(augmented reality), and are using the latest ICT technologies, such as the experience of maintenance at virtual full-scale facilities, the visualization of invisible power distribution ranges, and the reference of veteran workers' working know-how to smoothly pass on technologies in the maintenance and service fields, where actual on-site experience is required, as well as to quickly develop young workers and improve technical capabilities.



We introduced the line-of-sight analysis tools called “Eye Tracking” and began an initiative to visualize the hand and eye movements of skilled worker who has “good intuition” and “knacks” for the purpose of transferring the skills and knowhow of skilled worker to the next generation./p>
The line-of-sight analysis tools, “Eye Tracking” is glasses with built-in small cameras. When worker wears this glasses, the central camera records the field of view and captures the movement of the hand. By having skilled worker wear these glasses, it is possible to visualize fine hand and eye movements that were previously in tacit knowledge domain. Furthermore, having a skilled worker explain what is happening on the recorded video makes it possible to elicit their criteria and other aspects of the work and include them in manuals.